SOLIDWORKS Plastics������ע������еĵײ������
������Դ��solidworks������-ʢ��Ϣ
������ڹ�ҵ�з����ż�����Ҫ�����á����Ǿ������Ƴ�Ʒ����ۡ������Լ������ͻ�ѧ���ԡ������ķ�չ��ζ���豸�ͳ����IJ���������Խ��Խ�á�ͨ����������Щָ����ͨ������ṹ��������ʵ�ֵġ������ڴ��ഴ�£����ϼӹ�ҵ���ڷ�չ���ܹ���������������Ⱥ͵��Ե���ܵ����ʲ�Ʒ������solidworks
Ȼ�����������ϲ���Ҳ��һ���dz����ӵ����⡣�ݹ��ƣ�70% ��������ͨ��ע���Ƴɵġ���ˣ�Ϊ����ȷ��ƴ˹��̣�SOLIDWORKS �ṩ�� SOLIDWORKS Plastics �������������ģ������ע�䡣�ó����������ܣ������û�ģ�����¹��̽Σ���䡢���°�װ����ȴ���������ó��������������Ѩ�������ߡ�Ȼ�������Ľ���ʾ�ó�������䲻���������
ʲô��ͨ�����Ͳ����Լ���ʱ�ᷢ������������������ȫ����ģ��֮ǰ��ȴ������ʱ���ͻᷢ�����������������������ģ�����һ�����ص����⣬���� SOLIDWORKS Plastics ����������ƽξͷ��ֲ����������⡣
��ͼ����һ�����ӣ����������һ�����ϱ����dz���Ҫ����Ϣ�DZں�Ϊ 0.60 ���ס�
ͼ 1���Եļ�����״ �C ��
ע����λ������ͼ������ɫ��Բ�����dz��������������ֱ��Ϊ5���ס�
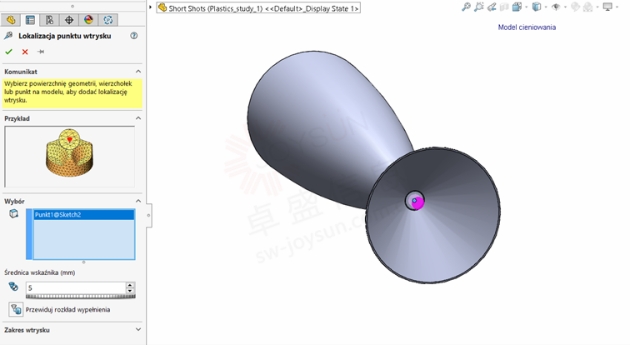
ͼ2ע��λ��
����ģ�ߵIJ����� PS / Asahi-PS 404 ���ϡ�
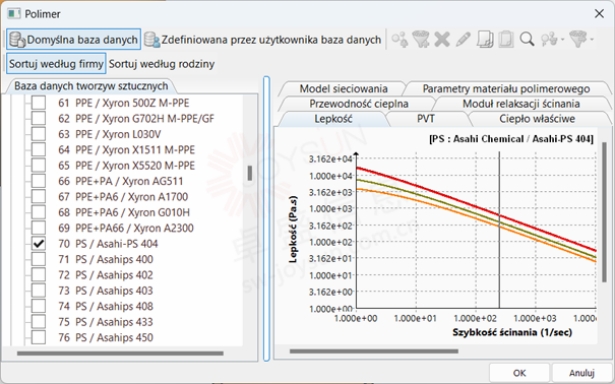
ͼ3�������ݿ�
�������һ��������ע��ģ��IJ������û���Ȩ���ʣ�
�۵� �� �������ϱ�����ע�����¶�
ģ���¶� �� �����������бڵ��¶�
��дʱ�� �� ��д���������ʱ��
ע��ѹ������ �� ���Ͽ������͵����ѹ��
��װ/��ѹ�л��� �� ָ�������л�����ѹ���̵�ʱ�̡���ͨ�������������ģ�� 99% ʱ���
��ģ������¶ȱ� �� ����ۻ��������¶ȴﵽ��ֵ��������Զ����õط�Ϊ��ģ����ĵط�
���������������ѡ����Ϻ������Զ����õġ����ǣ��û����Ը�����Щ������ֵ���ڱ����У����в�������Ĭ��ֵ�������ʱ����⣬��ֵ����Ϊ 0.5 �롣
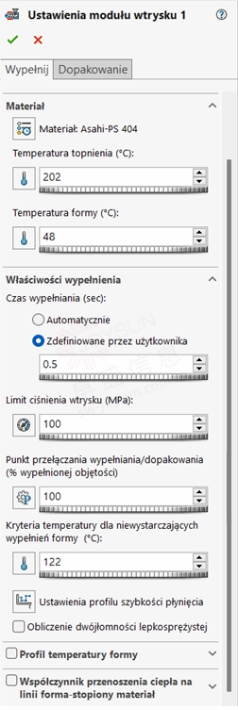
ͼ4����ģ������
���ʱ����һ���dz���Ҫ�IJ�����������������ģ�ߵ��ٶȺ�ѹ�����ش�Ӱ�졣���ʱ���ʱ���ٶȸߣ�ͬʱ�д�������ͨ��������졣��������ѹ������һ���棬������ʱ�䳤���ٶȵͣ������������ţ�����ʣ�Һ̬�����й̻��ķ��գ����ڵͼ����¿�ʼ�̻�����������Ҳ�ᵼ��ѹ�����ӡ���ͼ��ʾ��ע��ѹ�������ʱ��Ĺ�ϵ����ͼ��ʾ�˿����þ����ܵ͵�ѹ�����ģ�ߵ����ʱ�䡣solidworks����
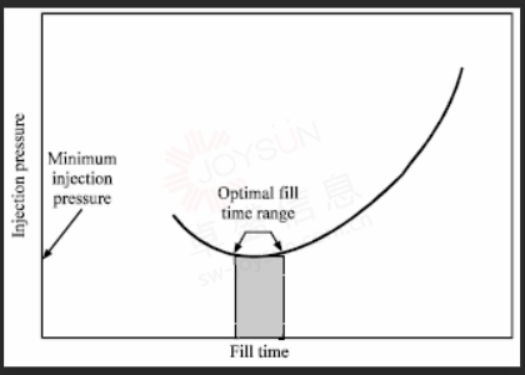
ͼ5ע��ѹ�������ʱ���������
��������ע�뷽����ص����в�������Ҫ�����������ɢ���� SOLIDWORKS Plastics �����������������Զ��ͻ�������ڴ�ʾ���У�����ʹ�õ�Ԫ�ߴ�Ϊ 2 mm �Ļ�������⣬����ѡ��������Ԫ��Ӧ������ͬ��С��ѡ�������Щѡ����ѡ������� 62,700 ��Ԫ����ɡ��������״������ʾ��

ͼ6�����������
���������ַ�ʽ�趨�IJ�����������ģ�����ģ�⡣���ý��������ʾ��
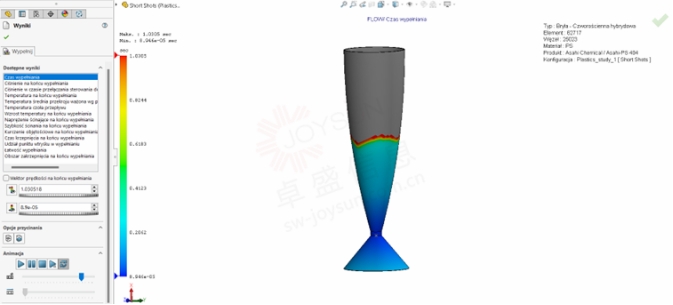
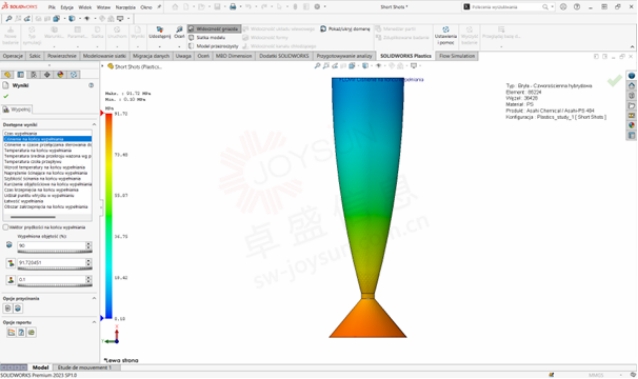
ͼ 7���ʱ�� �C ��䲻����
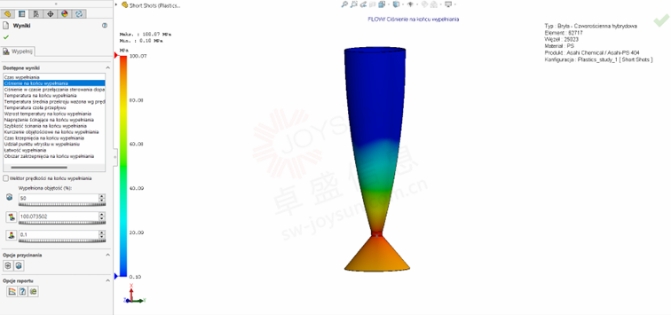
ͼ8��װ����ѹ��-�ﵽ���ѹ��
�������������ģ�����������δ��д���ɴ˿ɼ�����ʵ��Ҳ�������䲻�����������⣬�����Կ��������Ѿ������ѹ����ע�䲢�������ӡ�
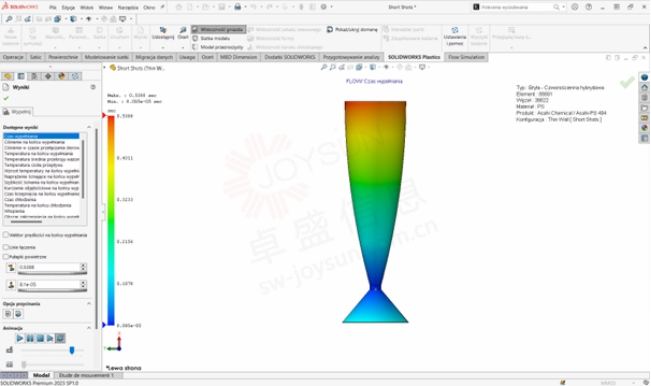
Ҫ������ȱ�ݣ���ִ����������ѡ��֮һ����һ��ѡ�������ӱںڶ���ѡ�����������ѹ�����������½��������ֿ����ԵĽ����һ��ʼ���ں��0.60���ױ�Ϊ1.20���ס��ý������ʹģ���ܹ���ȫ��䡣Ȼ������һ����������漰�����ϵĸ����������õĽ��������ʾ��
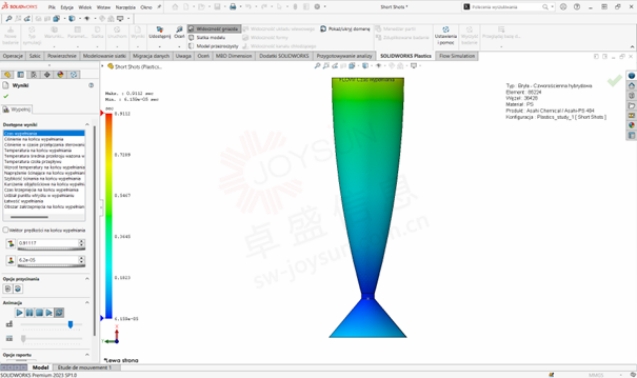
ͼ 9���ʱ�� �C 1.20mm ǽ��
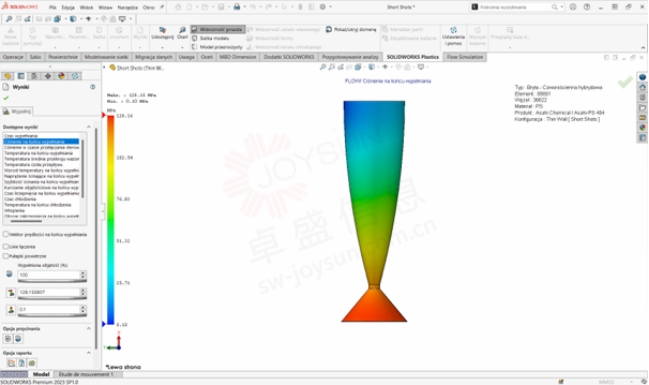
ͼ 10 1.20 mm ��������ʱ��ѹ��
�ڶ���ѡ�����������ѹ��������������£�ѹ����Ϊ150MPa����Ӧ��֪���������ע�ܻ������ѹ��Ϊ100 MPa����Ҳ��ע�ܻ������ѹ��Ϊ240 MPa����ˣ�150 MPa ��һ������ʵ�ֵ�ֵ�������ѹ���Ľ������ͼ��ʾ������solidworks
ͼ11���ѹ��=150MPaʱ�ij�װʱ��
ͼ 12ѹ�� = 150 MPa ʱ������ʱ��ѹ��
����ͼ���Կ��������ַ��������Ա�֤ģ�ߵ���ȫ��䡣Ȼ����Ӧ����ʶ������ʵ��ע������У�������촦����������ѹ������˽���������ʱ��ѹ��ԼΪ��ģ�߳���ʱ���ע��ѹ���� 50% ���ҡ���ģ����ͨsolidworks
SOLIDWORKS Plastics �������Էdz���ֱ�۵ķ�ʽ������ע����̽��н�ģ�����⣬����һ��ָ�Ͽ�������������õĽ��������Ӧ�Ľ���ЩԪ�ء���֮��SOLIDWORKS Plastics ���ھ���ḻ����Ա�ոտ�ʼ����ע��ð�յ���Ա��˵������ȷ�Ĺ��ߡ�
һ��������лл�Ķ����������⣡����solidworks��������SOLIDWORKS 2024��

 ��˾����
��˾����